

粉末涂料的熱敏底材和非導電材料
熱敏底材一般為非導電材料,如木材、中密度板、塑料、陶瓷等,故在靜電涂裝時應考慮以下幾個問題:
①底材預熱或預涂導電底漆;②進步塑料底材的導電性;③可能的情況下進步底材的水分含量。
熱敏底材涂裝時應盡可能下降固化溫度,因而所用粉末涂料應該可低溫固化或輻射固化,可供選擇的固化技能包含:
①低溫固化,125 ℃×25 min;②近紅外固化,數秒;③UV 固化;④過氧化物固化,內模粉末涂裝。
超低溫烘烤固化體系
低溫熱固化體系是粉末涂料商場上仍在增長的品種。通過調整促進劑混合物制成一系列新型聚酯。
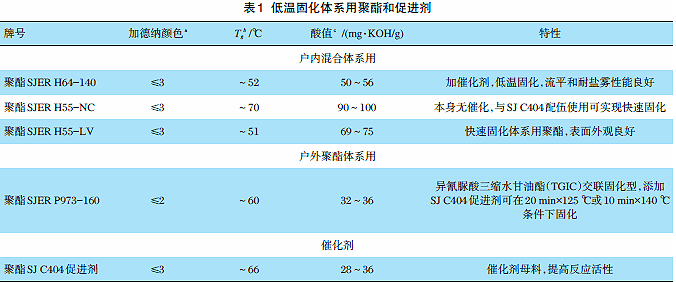
選用環氧樹脂或縮水甘油基化合物在125 ℃的低溫下經較長時刻的烘烤而固化成膜,首要用于熱敏底材涂裝。用于超低溫烘烤系統的實驗性聚酯和促進劑如表1 所列。
低溫熱固化體系主要應用于MDF 涂裝。近年來MDF 行業發展迅速,對無溶劑涂料有很強的需求。MDF 本身具有某些特性,對其進行粉末涂料涂裝有以下特殊的工藝條件要求。
(1)MDF 不同批次間的質量一致性
①密度散布穩定(約780 kg/m3);
②水分散布的隨機性,從導電性和脫氣性要求來看,MDF 的水分應操控在6%~7%;
③尺寸的溫度穩定性。
(2)預熱要求(紅外燈照射30 s)底材溫度在70~80 ℃之間。
(3)靜電噴涂(電暈帶電/摩擦帶電)操控靜電噴涂操控,不然難以預估涂膜厚度。
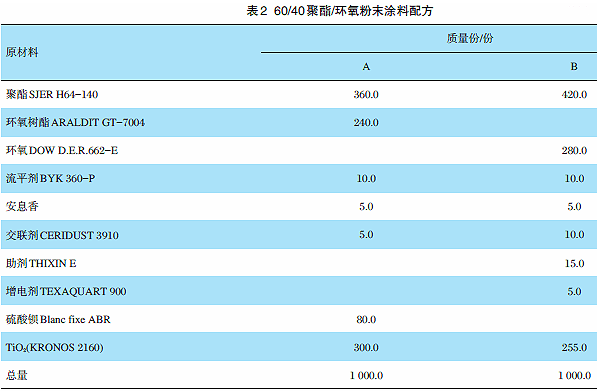
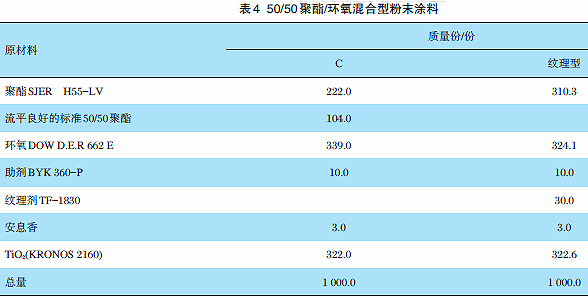
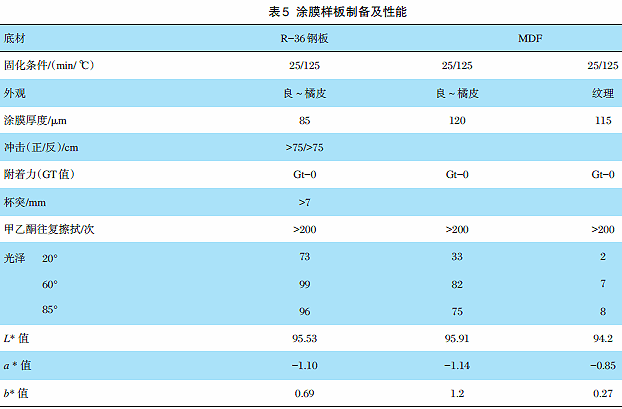
選用試驗室制備的聚酯樹脂制造粉末涂料,表2~5給出了試驗配方以及在金屬底材和MDF 底材上涂裝的試驗結果。
粉末涂料制備選用的是試驗型單螺桿擠出機,擠出溫度80~90 ℃,螺桿轉速200 r/min;電暈靜電噴槍噴涂制板,底材為鋼板、鋁板和MDF 板。
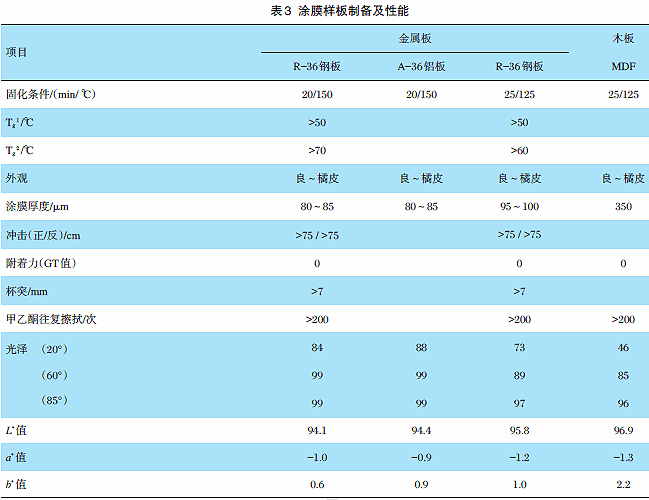
表2、表4 分別為60/40 聚酯、50/50 聚酯/環氧混合型體系。并分別測試了不同固化條件下的涂膜功能見(表3、表5)。
上一篇:關于綠色環保涂料的政策標準
下一篇:三個竅門幫您挑選環保涂料